October 2007 Edition
flexible production
Creating top scopes for rifles calls for high-precision turning
Leupold & Stevens (L&S), Beaverton,
OR, is the premier U.S. designer and manufacturer of sport optics
and tactical optics. Its hand-assembled rifle scopes typically
have more than 60 parts each, including the lenses. When the
scopes leave the factory, they look like jewels and carry a
lifetime warranty.
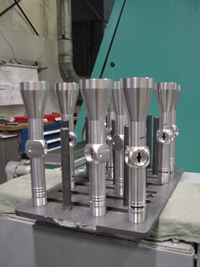 |
| A typical array
of the rifle scopes machined by Leupold & Stevens |
Customers typically own seven L&S products.
To create such a masterpieces, the 100-year-old
company invests in machines as well as people. (Most of its
675 employees have been with the company for more than 10 years.)
With regard to successful precision machining, L&S operates
more than 30 INDEX machines, primarily multifunction turning
machines used to produce the bodies and tubes for the scopes
from aircraft-quality aluminum.
L&S bought its first INDEX in 1957,
a cam-operated turret machine, to make scope tube parts. Since
1989, 90 percent of its machine inventory has become CNC, including
four INDEX CNC multispindle machines. L&S also has on its floor
INDEX ABC turning machines, G 200, G250, and G300 multifunction
turn-mill machines. It is a sea of INDEX blue-green turning,
milling, drilling, and tapping more than 1,000,000lb of aluminum
each year. Tolerances in some applications are less than 0.0005";
most always at least ±0.002".
Leupold's partnership
"There is a technological partnership
between INDEX and Leupold that has helped both sides develop
their respective products," observes John Karge, manufacturing
engineering supervisor at L&S. Employees on both sides work
together in a mutually respectful and productive way, according
to both companies. That forms a foundation for many improvements
in the machines and processes. And with literally hundreds of
products and variants, the challenge to improve is always there.
'We provide the means to help our
customers provide high volumes of precision parts with the
least lost time possible, going beyond the machine to include
parts, service, tool management, rapid changeovers, and
efficient tool layouts,' points out Olaf Tessarzyk, INDEX
chairman and CEO.
Nearly 600 different parts go across
the 30 INDEX machines. Average setup time is 4hr, including
time for the CNC multispindles. Each machine produces about
20 different parts. Typical runs require a machine to be set
up once or twice a week, sometimes four times, so L&S has worked
hard to pare changeover times to a minimum.
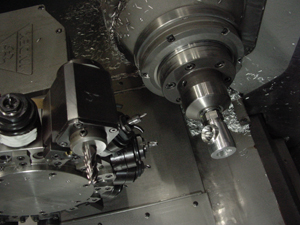 |
| Typically, the large end of the scopes are machined, then a special chuck swallows the large end of the workpiece, and the back end of the scope is milled and drilled with tools from the counterspindle.
|
"Our WIP turns have increased and our
inventory has decreased, so we have very few parts sitting around.
One of our goals is to keep the machines cutting, not sitting
idle while they are being setup" says Dave Sonsteng, L&S parts
manufacturing manager.
One way Leupold keeps the machines producing
good parts is through the INDEX Tool management system and preset
tooling. A Zoller presetting system is used to measure all tooling.
Tool data and programs are then downloaded directly to each
of the machines on the floor.
The tool management system keeps a library
of up to 200 tools at each machine and maintains all the relevant
tool data, including measurements. Once the tools are though
the tool crib, they typically don't return. Inserts are maintained
by the setup people and storage remains at the machine in preparation
for the next run.
 |
| Above: The INDEX G300s have the capacity to turn lengths up to 49" (1,250mm), allowing L&S to machine a range of 7" to 13" scope bodies in one cycle. |
Another key to keeping the machines
producing parts at L&S is through the use of the INDEX P200
Programming System. This system organizes programs and tooling
for each machine on the production floor. Programming and tool
preparation is done offline well prior to shutting a machine
down for setup, minimizing downtime.
Once set up, the P200 System manages
the operation, and automatically provides the dialogue programs
for the machine setup.
To setup each part, the operator presses
"cycle start" and looks at the tool list on the screen, reaches
into a drawer, chooses the correct preset tool, and inserts
it into the machine spindle or turret. It takes only 15min.
This way, the machine is ready to turn perfect parts the first
time. There is no time wasted in trial cuts.
Process control on the machine is also
evident at L&S. The reliability of the process on each machine
is monitored closely, so unacceptable parts are not produced.
Creating the process
 |
| Right: Parts being gently removed from the machine |
When a unique part or Âprocess idea
comes to Karge, he Âbegins to think about how best to make it.
He consults with INDEX engiÂneers, gets their input, and adds
his considerable experience to the mix, including at times adjusting
the part design to get the most cost-effective method. It takes
a partnership to develop a process that is cost-effective and
that is user-friendly, Karge observes.
"In 1995, we went to INDEX to test main
tube machining methods on different machines," says Karge. "That
led to the purchase of four G300's. They have been doing the
job for 12 years now. That got us into the one-piece main tube
production." L&S is still successful in creating robust, high
quality two-piece main tubes using other INDEX machines as well.
Today, L&S has honed its expertise at
machining long, thin-walled parts, and it has become one of
the company's most valuable capabilities. But not without the
development of the process with the INDEX RatioLine G300 multitasking
turn-mill center.
The INDEX G300s, with the capacity to
turn lengths up to 49" (1,250mm), have allowed L&S to machine
a range of 7" to 13" scope bodies in one cycle. Identical main
and counterspindles with up to three turrets permit simultaneous
machining of several features of the aluminum workpieces, resulting
in minimum cycle times. A Y/B axis permits inclined, off-center
drilling and milling. Typically, the large end of the scopes
are machined, then a special chuck swallows the large end of
the workpiece, and the back end of the scope is milled and drilled
with tools from the counterspindle.
The INDEX G300s, with the capacity
to turn lengths up to 49" (1,250mm), have allowed L&S to
machine a range of 7-13" scope bodies in one cycle. Identical
main and counterspindles with up to three turrets permit
simultaneous machining of several features of the aluminum
workpieces, resulting in minimum cycle times. A Y/B axis
permits inclined, off-center drilling and milling.
"The INDEX part-handling system and
the fact that the parts can be removed gently from the machines
is a very important factor for us," Karge insists.
 |
| The six independent spindle motors of the INDEX Multispindle CNC machine allow optimum cutting speeds for each tool. Two CNC tool slides work with each spindle and can use quick change pre-settable OD, ID, or live tools. |
The INDEX RatioLine CNC turn-mill machines
are considered models of capability. In addition to the identical
main and counterspindles with up to three tool carriers, the
machines include a milling spindle with its own tool magazine.
A gantry workpiece receiving attachment for workpiece loading
and unloading makes automated handling practical.
According to INDEX, the turn-mill centers
allow extremely efficient and flexible low volume production
of simple to complex parts. The modular design enables the use
of customized manufacturing configurations, resulting in lower
investment costs and efficient machine utilization.
The combination of the INDEX machine
capabilities and the processing expertise of the engineers at
L&S are two major factors in the success of optics manufacturer.
But there is one more important factor. Both companies benefit
from having a similar culture, according to Sonsteng.
"The culture of the two companies is
similar in our dedication to providing quality products and
service to the customer," Sonsteng says, "and that has helped
to strengthen our relationship and provide an advantage to us."
"We provide the means to help our customers
provide high volumes of precision parts with the least lost
time possible, going beyond the machine to include parts, service,
tool management, rapid changeovers, and efficient tool layouts,"
points out Olaf Tessarzyk, INDEX chairman and CEO. "It is gratifying
to see an American manufacturer make good use of all these tools
to become a world leading producer in its space." INDEX
Corporation,
www.rsleads.com/710tp-152
Send a note to
Tooling@ToolingAndProduction.com
to let other readers know how you utilized the knowledge in
this article.