July 2008 Edition
grinding
Precision to ‘die’ for
 With Rexroth controls, Pride Engineering’s Model 30 Air Bearing Grinder
helps can manufacturers improve die grinding accuracy and productivity.
With Rexroth controls, Pride Engineering’s Model 30 Air Bearing Grinder
helps can manufacturers improve die grinding accuracy and productivity.
CNC and interface package help boost beverage can productivity
In the world of beverage can manufacturing, it’s all about the dies.
The higher the quality of the dies that shape each can, the better the
manufacturing quality and productivity.
A Minneapolis company with the help of a Bosch Rexroth IndraMotion MTX CNC
controller and drive platform sought a way to build a better die grinder — and
along the way set new standards for grinding accuracy, ease of use, along with
the benefits of fast setup and changeover.
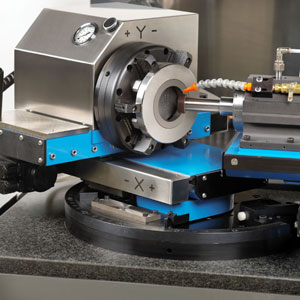
Pride Engineering developed the Model 30 Air Bearing Grinder, a
five-axis air bearing carbide die grinder to produce more precise,
longer-lasting dies. The grinder is capable of grinding dies to
ultra-precise tolerances to last longer, with fewer tear-offs.
Punishing conditions
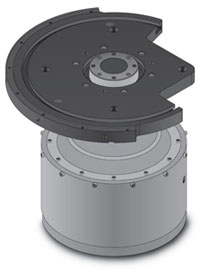
 Rexroth’s IndraDyn T frameless torque motor drives the Model 30’s rotary. It
repeats to an accuracy of ± .077 arc seconds with no gears or linkage to
accumulate errors.
Rexroth’s IndraDyn T frameless torque motor drives the Model 30’s rotary. It
repeats to an accuracy of ± .077 arc seconds with no gears or linkage to
accumulate errors.
Beverage can manufacturing is a high-throughput
industry with conditions that can often be punishing on
production machines and tools.
Aluminum or steel "cups" are drawn out of sheet metal, then
"ironed" into their final shape by being pressed under extreme
pressure through a set of tungsten carbide dies, called a toolpack.
Typical production is 400 to 600 cans per minute.
Minute imperfections in the die’s roundness, inside diameter, or
other areas can cause excess friction and uneven wear. As a result,
can shape or diameter could be off-specification or the can could
cause a problem called tear-offs where it literally rips or tears as
it passes through the toolpack.
Dies can be used for about four to five days of 24/7 production
before normal wear requires that they be pulled and re-ground.
"There’s a constant industry demand for tighter tolerances and
higher quality die finishes," says Bruce Allyn, vice president at
Pride Engineering. "The Model 30 produces dies ground to extremely
precise tolerances, for the closest thing to perfect roundness
that’s physically possible."
 Controls built around the Rexroth IndraControl HMI can reduce machine setup
and changeover times.
Controls built around the Rexroth IndraControl HMI can reduce machine setup
and changeover times.
Previous versions of the grinder used manual setup and changeover
procedures. Operators had to carefully center the die and find
"zero" before grinding began. During the Model 30’s development,
engineers at Pride concluded that they needed a new CNC controller
to achieve targets of accuracy, reliability, and ease of use.
Working with Rexroth distributor Motion Tech Automation, Pride
found the automated CNC functionality it needed in the Rexroth
IndraMotion MTX.
The IndraMotion MTX system is a machine tool CNC for grinding and
forming operations. It contains all the components — drives,
controller, operator software, and a powerful engineering framework
— optimized for machine tool automation.
The system supports up to 64 axes of motion and 12 independent
CNC channels. It is designed to improve machine tool performance
with the shortest CNC cycle times and minimum programmable logic
controller (PLC) program processing times. It also uses an open
architecture with standard interfaces such as Profibus, SERCOS,
Ethernet, and others.
Pride’s Model 30 also utilizes Rexroth’s IndraDrive family of
intelligent drives, offering drive-based precision loop closure and
compensation functions, and optional features such as integrated
motion and logic.
Improved accuracy
 In the Model 30, the air bearing workhead and wheelhead spindles are
mounted together on a granite surface plate that floats on air,
isolating the work from high and low frequency vibrations. Dies can be
ground to an accuracy of 15 millionths of an inch (.38mm) total
indicated contour (TIR).
In the Model 30, the air bearing workhead and wheelhead spindles are
mounted together on a granite surface plate that floats on air,
isolating the work from high and low frequency vibrations. Dies can be
ground to an accuracy of 15 millionths of an inch (.38mm) total
indicated contour (TIR).
During grinding, the die is held in the workhead. This can be
pivoted in three axes while rotating the die at precise speeds
against a separate grinding workhead. Pivoting the workhead offers
different grinding angles to achieve each die’s precise
specifications. The workhead must be positioned with micrometer
accuracy over the pivot point to control the contour of the cut.
As the die’s diameter or other specifications change, the MTX
automatically re-positions the grinding pivot point with
cutting-edge accuracy. Automated advance or feed of the die can be
made in one-micron increments.
With Pride’s previous controller, the smallest initial feed
movement it could handle was three microns, which also required
multiple commands — and was insufficient to the precise motion needs
of today.
Faster grinding
 Utilities windows for setting scales or a torque meter make it easy for an
operator.
Utilities windows for setting scales or a torque meter make it easy for an
operator.
The IndraMotion MTX interface reduces die turnaround time, always
a crucial need in the industry.
Using the 12-inch Rexroth IndraControl human machine interface
(HMI), the operator selects the die to run. The operator also enters
specifications such as the tooling ball, land width, and ring
thickness. Pride developed the custom HMI screens using Rexroth’s
WinStudio visualization software.
Next, the operator loads the die and then selects the "cycle
start" button to begin operation. The controller automatically moves
the X- and Y-axes to the correct position to maintain the precise
pivot point throughout the die grinding.
A feature of the Model 30 called Pride Touchâ was developed with
cooperation from Rexroth’s applications engineers, and takes
advantage of the IndraDrive’s distributed architecture.
On earlier machines, it typically took two to three minutes to
set the die on the chuck and find the Z-axis zero. Pride Touch
enables the grinder to automatically find zero and start the
grinding cycle, all in about 15 seconds.
The Z-axis moves the grinding wheel at a faster feed rate until
it finds the die, minimizing non-grinding time. Once the grinding
wheel touches the die, a high-speed input is sent to the MTX
controller to start the grinding cycle.
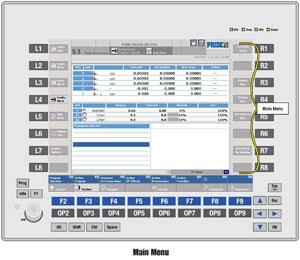 The interface screen provides the position of all five axes and a menu to
select special windows, eliminating the need for programming.
The interface screen provides the position of all five axes and a menu to
select special windows, eliminating the need for programming.
Controlled by a custom drive-based Programmable Logic Controller
(PLC) technology function, the process takes advantage of the faster
update times, for faster, more precise measurement of grinding wheel
torque.
The grind cycle is automatic. When it is complete, a blinking
light tells the operator to return to the machine, since there’s no
need for an operator to supervise the tool.
"A grinder is only profitable when it is grinding, not when it’s
positioning," Allyn says. "The less time spent setting up, the more
time spent producing."
The motion platform on the Pride Engineering Model 30 also
includes Rexroth IndraDyn S MSK motors for the X-, Y- and Z-linear
motion axes, and Rexroth Ball Screw units for smooth, precise
motion. In addition, a high-performance Rexroth IndraDyn T torque
motor is used for the tool’s rotary axis that controls the ground
radius accuracy.
The IndraDyn T powers the rotary axis directly, with no gears,
couplings, or joints, thereby eliminating mechanical elements to
help ensure extremely smooth rotation and control.
"Controlling the radius of a redraw die is crucial," Allyn says.
"The frameless torque motor provides the most accurate radius
possible in the world, repeating to an accuracy of ±0.077 arc
seconds."
More cans, fewer dies
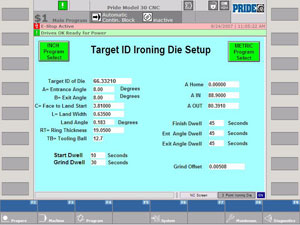 The operator simply fills in the blank fields and the MTX control locates
the correct pivot point and grinds the die to specification.
The operator simply fills in the blank fields and the MTX control locates
the correct pivot point and grinds the die to specification.
Rexam PLC produces more than 54 billion beverage cans each year
for Europe, the United States, and South America. The company’s
Northfield plant in Buckinghamshire, UK, recently upgraded its die
grinding system with the Pride Model 30.
This plant has three aluminum can production lines that produce
over 5 million cans a day. At those production levels, the plant’s
machine tool shop needs to grind 20 new dies a day, on average.
The Model 30 improved die grinding productivity, as well as the
quality and working life of the dies, according to one of the
plant’s die grinding operators, Keith Berryman. Currently, the
Northfield plant has been producing record numbers of cans, yet
their tool usage has gone down, attributed to the Model 30.
"Previously, we had to grind 30 or more dies a day," Berryman
says. "Now, we’re under 20 dies a day. Since the machine grinds
every die exactly the same, and every die is much closer to the
specification, the dies are lasting longer."
Die grinding is much more accurate and reliable with the Model
30, Berryman says.
 "In
the past, I might have to grind two or three dies to get one good
one," he says. "With this machine, I know that once I’ve set the
grinding parameters, it will hold the size I want, and I can produce
dies much faster."
"In
the past, I might have to grind two or three dies to get one good
one," he says. "With this machine, I know that once I’ve set the
grinding parameters, it will hold the size I want, and I can produce
dies much faster."
Before Rexam began using the Model 30, die grinding was a manual
operation at Northfield, Berryman says. Any time he needed to step
away and take care of other duties, grinding stopped until he
returned. Now he’s much more productive.
"With the Model 30, it’s an air bearing grinder, which is
self-centering — there’s no clocking or truing of the die at the
start," he says. "And the Rexroth CNC system grinds the die
automatically, in about six minutes. It’s a great improvement on
what we used to have."
Berryman also says the Windows-based user interface, supported by
the IndraMotion MTX, was easy to use, and has made him much more
productive.
Bosch Rexroth
What do you think?
Will the information in this article increase efficiency or
save time, money, or effort? Let us know by e-mail from our website at
www.ToolingandProduction.com or e-mail the editor at
dseeds@nelsonpub.com.