March 2008 Edition
quality
High precision laser tool wins sought-after checkered flag
 Gopp Tuning uses a Blum LaserControl NT with calibration pin for temperature
compensation.
Gopp Tuning uses a Blum LaserControl NT with calibration pin for temperature
compensation.
When world-class motorcycle racer and Austrian native Martin Gopp
realized that his days as a competitor rider would be numbered, he decided
to resume his former livelihood as a toolmaker. It proved to be a brilliant
and farsighted move for it culminated in the Kawasaki Team, with Gopp as
technical manager, winning the Supersport 600 World Championship in 2001.
Gopp since has left Kawasaki, and has established his own
company, Martin Gopp Tuning. He's putting into use his engineering
skills to fine-tune the racing bikes he had raced as an
international competitor, and to further enhance them through
product development.
His guiding objective was "precision, precision, precision."
Determined to further provide customers with the highest
standards of technology available on the planet, Gopp decided to
establish a very close working relationship with leading-edge,
international measurement and inspection specialists, Blum-Novotest.
Headquartered in southern Germany, Blum-Novotest has subsidiary
companies around the world. Gopp says what attracted him in
particular was Blum's laser tool measuring technology.
His operation is in his home town, Feldkirch, situated in one of
Europe's most beautiful areas, the western tip of Austria, within
sight of the majestic Alps. The outcome has been an outstanding
example of inspirational entrepreneurship and extraordinary
technological achievement not only for the good of the sport, but
also in numerous other areas of high-precision engineering.
To succeed in GP1 and Superbike racing at world-class level, the
technical design for machining cylinder heads, carbon fiber molds,
chassis parts, steering parts for Formula 1, etc., must be provided
by engineers. They must be not only dedicated to the sport but to
uniquely high levels of accuracy and precision. It is to this small
band of perfectionists that Gopp belongs.
Starting point
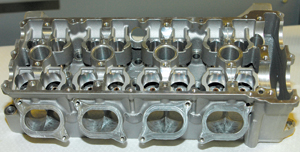 This
four-cylinder prototype engine head was machined at Gopp Tuning.
This
four-cylinder prototype engine head was machined at Gopp Tuning.
Now suitably fitted out with advanced machining equipment
installed in temperature- and humidity-controlled premises, the
company specializes in prototype manufacturing for an
ever-increasing number of high-profile companies seeking his help
with their own product development.
The Blum laser system provides a measuring accuracy of less than
5 microns for the length, radii, and wear of all the tools used and
is the starting point for virtually each machining task, Gopp says.
Anyone familiar with the importance of the swirl patterns within
the combustion chamber/cylinder head of an internal combustion
engine will know that constant experiments with and improvements to
such components are sought by top racing teams.
Apart from the ability to provide a rapid response while working
under intense pressure, the manufacture of such complex shapes calls
for nearly unbelievable level of geometrical intricacy — that has to
be carried out with great precision.
A four-cylinder light-alloy head, for example, took about 40
hours to fully machine. The 38-tool capacity of the vertical
machining center employed could not even hold all the different
tools used in the operation.
Anyone familiar with the importance of the swirl
patterns within the combustion chamber/cylinder head of an
internal combustion engine will know that constant experiments
with and improvements to such components are sought by top
racing teams. The manufacture of such complex shapes calls for
nearly unbelievable level of geometrical intricacy
— that
has to be carried out with great precision.
Gopp Tuning meets such special requirements through the aid of a
specially-mounted Blum LaserControl NT Micro Compact System with 0.5
microns repeatability, on a Heidenhain iTNC 530 CNC-controlled,
Hermle C40U five-axis machining center.
The nature of Gopp's work has resulted in an exotic collection of
both standard and valuable special purpose and form tools. These are
all measured and then checked for wear and breakage using the Blum
laser system with the data stored within the Blum-supplied computer
program.
In-process measuring
 Martin Gopp was technical manager of the Kawasaki Team that won the
Supersport 600 World Championship in 2001.
Martin Gopp was technical manager of the Kawasaki Team that won the
Supersport 600 World Championship in 2001.
Held in Gopp's extensive tool racks, the tools range from drills
as small as 0.3mm diameter up to the nine-insert tool that is 125mm
diameter and is used for cutting large, thick, tooling plates to
size. A tool like this exemplifies the benefit of the Blum system's
ability to measure tools while actually rotating in the spindle at
working speeds.
Blum's patented NT technology eliminates the effect of coolant
in the measuring operation, using a microprocessor integrated
into the machine control only when the effective radius (the
longest cutting edge) completely leaves the beam. There is no
interruption of the beam through an entire revolution of the
tool. This overcomes the problem posed when the beam passes
through the gap left by two cutting edges as they rotate, which
might otherwise cause a measuring error.
Tool lengths at Gopp Tuning also show unusually wide variations,
the longest being deep boring tools on cylinder heads to produce the
internal camshaft bore. Gopp proudly recounts that, when used from
opposite ends of the component, they meet showing an axial
displacement of less than 0.005mm.
Team spirit
 This Pelton wheel, 600mm in overall diameter for a water turbine
used in electrical power generation, was machined to 0.01mm
accuracy using Blum LaserControl NT for measuring to less than 5
microns length, radii and wear of tools.
This Pelton wheel, 600mm in overall diameter for a water turbine
used in electrical power generation, was machined to 0.01mm
accuracy using Blum LaserControl NT for measuring to less than 5
microns length, radii and wear of tools.
To some equipment suppliers Gopp might be thought of as
over-demanding in his quest to reduce measuring errors to near zero,
but Blum is happy to cooperate. As Blum's Lothar Halder points out,
"Gopp looks for extreme accuracy and his pioneering work in this
field is a two-way street. He is an extremely capable engineer and
helping him to solve his problems provides us with valuable feedback
that we can put to good use in the future."
An example of this strong cooperation has been the way all
parties have worked together to overcome the influence of
temperature differences within a machining process that can
significantly affect, or even exceed, the specified work-piece
tolerances.
A development of this work, using the Blum laser system to
measure and calibrate tools in combination with active Hermle
sensors in the machine tool, has enabled the high accuracy of
finished work to be maintained by automatically compensating for the
natural temperature drift of machine axis and spindle. Gopp declares
himself highly delighted with the results.
Easier access
Most Blum users are, inevitably, concerned with productivity,
albeit allied with reliability, precision and ease-of-use. So they
are naturally attracted by the many advantages the laser system
offers. Gopp Tuning, however, is rarely called upon to produce more
than one or two of any one component before making changes but,
nonetheless, always needs to keep the machine tool working hard if
it is to pay its way. Hence, most machines of this type have the
laser unit sited at the rear, as close to the automatic tool changer
as possible to minimize time lost in positioning the spindle for
tool measuring checks.
Gopp, however, is always looking for that extra minute
improvement in accuracy and so he likes to physically clean each
tool when in position before checking. Therefore, he made the
unusual request that Blum reposition the unit on to the front of the
trunnion-mounted table in order to afford easier access for this
purpose.
A typical example of how Gopp's expertise from the world of GP
motorcycle racing can be applied to other, totally unexpected
applications, is the attractively sculpted Pelton bucket style
component produced for a water turbine manufacturer.
Clearly there is a similarity of thought and design between the
machining of this and meeting the swirl pattern demands of the
previously mentioned cylinder head. The tool positioning accuracies
secured through the use of the Blum system enable not only a superb
surface finish to be achieved, but bring with it subsequent
efficiency gains in the energy supplied — and thus a superior
end-product.
With justification
 The range of tools measured using the Blum LaserControl NT system is
demonstrated in this tool rack.
The range of tools measured using the Blum LaserControl NT system is
demonstrated in this tool rack.
Undoubtedly, the majority of Blum laser technology users are
looking for productivity improvements and timesaving as major
components of their return on the investment justification
calculations.
Gopp, however, makes the point that the system has only to avoid
a single severe collision situation to have paid for itself. Like
many experienced machinists, he knows that it is a "fact of life"
that tool mix-ups can occur, but he says that with the Blum laser
system installed, he now works with a far higher level of confidence
than was previously possible.
On a more mundane but very practical level, he records the
details of each tool on a magnetic strip that stays attached to the
tool while in the rack. When loading the tool carousel for a job,
the strip is then removed from the tool and placed on the
appropriate tool position space marked out on the machine guard in
order to provide a complete reference as to which tool is in each
position in the carousel.
Speaking of his satisfaction with the high level of positive
support he has received from Blum Novotest, Gopp says he is now
looking to add a touch-probe system from the same supplier to his
armory. He believes that this, with its superior measuring accuracy
and high measuring speed, will be invaluable to his operation
because it will enable him to carry out in-process measurements of
parts.
Blum-Novotest
What do you think?
Will the information in this article increase efficiency or
save time, money, or effort? Let us know by e-mail from our website at
www.ToolingandProduction.com or e-mail the editor at
dseeds@nelsonpub.com.