October 2008 Edition
partnerships
Dress rehearsal for robots
Collaboration makes its IMTS debut with model of air-cooled engine
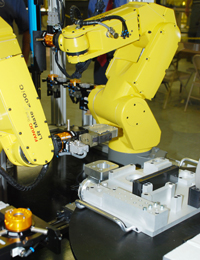 A pair of Fanuc robots builds the air-cooled engine model at the Partners in THINC booth. Inset: artist’s rendering of the engine.
A pair of Fanuc robots builds the air-cooled engine model at the Partners in THINC booth. Inset: artist’s rendering of the engine.
When the curtain lifted last month at IMTS 2008, it was a
debut like none
other for Partners in THINC.
While its roots go back 10 years, the partnership has only
been "in business" since 2007. The partners decided the booth at IMTS would be a
reproduction of a full manufacturing floor in 4,800sqft of space that produced a
model air-cooled engine assembled by robots.
The concept of Partners in THINC is built upon the Okuma
THINC control (THe Intelligent Numeric Control), an open architecture, Microsoft
Windows-based platform, and how more than 30 partners collaborate through
Okuma’s Charlotte, NC, facility to bring out the best of the control’s
capabilities for their advanced manufacturing customers.
 The LC-40 was upgraded with a THINC control, making it more compatible with the refurbished ABB Robotics cell and the entire ERP system.
The LC-40 was upgraded with a THINC control, making it more compatible with the refurbished ABB Robotics cell and the entire ERP system.
Not only did the IMTS cell demonstrate a number
of equipment capabilities from Okuma and more than 20 participating
partners, it showcased process flow — complete from order entry to
shipment invoicing — all through the THINC control.
In a nutshell, six different cells produced a
total of 10 parts in a cycle time of about 33 minutes. Though a
manufacturing engineer collected the parts from each machine to take
to robots for assembly (due to space restrictions in the booth),
this process could be automated by parts catchers, automated guided
vehicles, and/or conveyors, according to Jeff Estes, director of
Partners in THINC.
"It takes about 17 minutes for the two Fanuc
robots to assemble the motor and package it," says Estes. "This
includes thorough inspection of every component by the Fanuc vision
system, including fasteners, and then putting the completed product
into a box.
"Now, human hands do actually close the box,
insert the packing list and the invoice generated by SAP and/or
JobBoss — we’re using both — and then the pre-printed FedEx
label is applied," he adds. "This process could also be automated
with further investment into available packaging and shipping
systems — I’m thinking about $30,000. We just didn’t have the space
at IMTS to do this."
The power of THINC
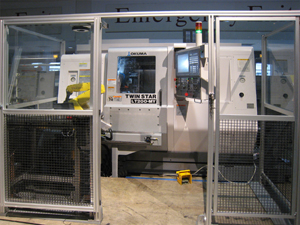 The LT-200-MY Twin Star produced the crankshaft and the spark plug through integration of the Gosiger Automation slider system with the Fanuc Robot.
The LT-200-MY Twin Star produced the crankshaft and the spark plug through integration of the Gosiger Automation slider system with the Fanuc Robot.
"The THINC control is Ethernet-ready and offers
plug-and-play compatibility to Okuma machine tools and industry
peripherals required in manufacturing," Estes says. "The control is
designed to optimize productivity through the availability and
adaptability of real-time information for our end-users."
Taking the process and capabilities of the
collaboration to the next level and showcasing the collective
strengths at IMTS was the vision of the Okuma America Corp.
Engineering group.
"The vision of the Partners in THINC booth is
simple," says Brian Sides, director of Engineering for Okuma America
Corp. "For the first time, collaborating Partners presented our
customers with a real factory setting within a trade show setting —
right down to not having carpet — which demonstrated the reality of
business, automation, and quality systems connecting and
communicating to provide productivity improvements and real time
visibility of the manufacturing process from order entry through
finished goods shipment."
The THINC control is compatible with SAP
Manufacturing Integration and Intelligence (SAP MII) platform
creating "seamless connectivity" between all machines and systems
without additional engineering required, according to Bryan Newman,
director of information systems at Okuma.
"SAP MII is an example of a perfect match for
making Okuma machine tools the most efficient and adaptable on the
market," he explains. "Customers can get a unified view of
manufacturing data through synchronized manufacturing operations and
back-end business systems. Being able to access data and analyze
opens up opportunities for greater efficiency and mitigates
operational risk."
Equipment integration
 The process began with the MB56-VA that produced the head and connecting rod on the three-axis vertical machining center.
The process began with the MB56-VA that produced the head and connecting rod on the three-axis vertical machining center.
With the Okuma machine tools and THINC control at
the center of each cell of the simulated manufacturing facility,
Partners who demonstrated include Marposs, Exact JobBoss, Midaco,
Iscar, Sandvik Coromant, ABB Robotics, Kennametal, Gosiger
Automation, LNS Turbo, Shell Lubricants, Renishaw, Fanuc Robotics,
Caron Engineering, SAP, Schunk, Royal Products, Blum, ExtrudeHone,
BigFix, Symantec, Trend Micro,WebEx, ChipBlaster, Zoller, Iemca, and
Infinity Rebuild.
Highlights of the Partners in THINC booth
included a process that began with the MB56-VA that produced the
head and connecting rod on the three-axis vertical machining center.
A Midaco pallet changer was utilized to maximize spindle-cutting
time and Renishaw On Machine Verification (OMV) software and probing
systems are used for quality assurance.
The ChipBlaster high pressure/high volume coolant
system ensured high production and thorough chip removal. The
Extrude Hone ECM CoolPulse proceses unwanted material without
harmful, corrosive compounds on the head component.
The engine case and cylinder were machined
complete on the four-axis HMC MA-400H with a Fastem container system
that demonstrated the ability to load multiple jobs onto the cell
with almost zero changeover time from one part to another. Marposs
provided 3DSI, CAT 40 Probe and Quick SPC software that were
compatible with the THINC control. In addition, there were two
choices for tool management systems.
"If a system like this were purchased, the
customer would have a choice between the Iscar Matrix or Kennametal
ToolBoss tool management systems," says Estes. "They are both
compatible with the THINC control and the Zoller presetter. It’s
just a matter of the customer’s preference, and we want to give them
options."
A timing pulley was machined complete on the
four-axis LU-400M lathe with milling function turret. The Iemca
bar-fed material extended unattended operation while the Marposs
post-process Bluetooth gaging ensured part compliance. Caron
Engineering’s AutoComp software automatically controlled tool
offsets and tracked toolwear.
 The Twin Millac 33T machine cell used multi-function vertical machines to complete the Op 10 / Op 20 piston during the process.
The Twin Millac 33T machine cell used multi-function vertical machines to complete the Op 10 / Op 20 piston during the process.
The Twin Millac 33T machine cell used
multi-function vertical machines to complete the Op 10 / Op 20
piston. An ABB Robotics loaded, transferred and unloaded to and from
both machines through special automated doors integrated by Gosiger
Automation. Both Sandvik Coromant (tooling) and Kennametal (tooling
and rotating tools) were used for metal removal.
The crankshaft and the spark plug are produced on
the LT-200MY through integration of the Gosiger Automation slider
system with Fanuc Robot that would load/unload the crankshaft while
the spark plug was bar-fed by the LNS barfeeder. Caron TMAC7, a tool
monitoring adaptive control application created by Caron
Engineering, monitored spindle horsepower in real time during the
cutting cycle. It is capable of dynamically adjusting axes feed-rate
to maintain an optimum torque curve for each cut, thus maximizing
tool life, minimizing cycle with the ability to monitor coolant flow
to insure steady tool load through each pass.
The display base for the model engine was
machined on a refurbished LC-40, four-axis lathe from Infinity
Rebuild originally manufactured more than 20 years ago. The LC-40
was upgraded with a THINC OSP-P200 control, making it more
compatible with the refurbished ABB Robotics cell and the entire ERP
system. Trumpf laser marking was used to add logos to the base (and
a serial number to the piston).
Assemble and ship
Two Fanuc robots, integrated by Fanuc robotics, assembled all
the components manufactured in the booth to complete the model air-cooled motor
and package it for shipping. Customers could win units produced daily by
registering at Partners booths which featured the THINC control simulator, all
linked via Internet. The drawing was at random.
"We shipped finished motor assemblies daily from the Partners
in THINC booth per a production and assembly schedule for customers who placed
orders generated by visiting our participating Partners’ booths," Sides says.
"Pulling this together within a trade show environment is a testament to the
power of the Partners made possible by the intelligence and openness of the
Okuma THINC control," he adds.
Partners in THINC
What do you think?
Will the information in this article increase efficiency or
save time, money, or effort? Let us know by e-mail from our website at
www.ToolingandProduction.com or e-mail the editor at
dseeds@nelsonpub.com.