March 2008 Edition
high-speed machining
Four collaborate to produce die & mold high-speed success
 Mark Munroe, national sales manager, explains Caron Engineering's solutions for the Okuma MB-56V.
Mark Munroe, national sales manager, explains Caron Engineering's solutions for the Okuma MB-56V.
Thermo stability. Variable pressures. Coolant
monitoring.
For the high-speed machining manufacturing
industry, these create infinite possibilities with some clever
programming to decrease tool wear and breakage, a die-and-mold
operation has found.
The customer's initial specification requirements
became an opportunity to improve high-speed machining efficiencies
through creative partnerships and effective use of new technologies.
The die-and-mold industry is constantly searching
for a balance between tool life, heat generation, and cutting
speeds. A die-and-mold operation with 3-D specifications required
its Okuma MB-56V be set up for high-speed cooling interface and
variable psi pressures. It found a multitude of resources for
fine-tuning its high-speed machining processes to save tool wear and
maintain increasingly tight tolerances.
Partners in THINC collaborators Okuma, Blum LMT,
ChipBLASTER, and Caron Engineering applied creative technologies and
programming to enable the operator's spindle psi variable
requirements and provide the ability to monitor coolant flow and
pressure. but they also pushed the envelope on what the combined
technologies could really do — a considerable upgrade ready for
plug-and-play compared to the customer's previous standards.
Starting small
 A die-and-mold manufacturer used the Okuma MB-56V in the manufacture of this armrest.
A die-and-mold manufacturer used the Okuma MB-56V in the manufacture of this armrest.
When cutters become very small, high pressure
becomes a problem. According to Doug Noxell, technical advisor and
consultant for Gosiger 3D LLC, the ability to use small cutters and
go much faster has to do with the Super-Non-Uniform Rational Basis-Spline
functions — or acceleration/deceleration ability that should be
standard on all high-speed CNC machines.
"Flexibility is key here," explains Noxell. "For
instance, an operator can up the tolerance for roughing operations
or tighten it up for a finishing operation. While tightening up may
slow the machine a little bit, it is just enough to hold the
accuracies to spec."
Originally, the coolant pressure on the
high-speed vertical machining center was controlled based on the
load on the spindle, which works fine for larger tools. However,
when using the smaller tools to follow a 3-D shape, Super-NURBS
controls are necessary to feed based on holding accuracies at
required tolerances that can be set on the control.
ChipBLASTER, a world-renowned company that leads
the high-pressure coolant industry, created a software solution to
recognize which tool was currently in the spindle and would vary the
pressure requirement according to the tool application. In the past,
the ChipBLASTER interface allowed for a solid 1,000psi,
through-spindle coolant on every single tool used unless a
special-ordered, four-pressure factory pre-set option was purchased.
The 200-, 500-, 600-, and 700-psi presets were permanent unless
changed by a factory representative.
By reducing the pressure to match the
application, the coolant pressure now matches each tool placed into
the spindle. Utilizing the application programming interface and the
plug and play Ethernet capabilities of the Okuma THINC-OSP control,
clever programming yielded positive results. Now an infinite number
of modifiable pressures can be set for each individual tool, cutting
down the waste of energy on the coolant pump as well as avoiding too
much pressure on the tool.
 Rob Caron, president of Caron Engineering, demonstrates TMAC's capabilities.
Rob Caron, president of Caron Engineering, demonstrates TMAC's capabilities.
Thermo stability is another important factor to
consider in tool life management. In this application, the MB-56V
utilized two features: thermo distortion of the head and the
spindle, and thermal distortion of the actual machine itself.
"In other words, if the temperature of the room
goes up, or when using the ChipBLASTER coolant and the temperature
decreases, it monitors and thermally compensates for any
inaccuracies that would be there," explains Noxell. "The casting
would naturally expand with a rise in temperatures, changing the
part dimensionally. There are sensors on the MB-56V machine that
actually monitor the temperature of the casting and then compensate
for any thermal growth."
Laser automation
Having to stop the spindle to measure or replace
broken tools was costing the operation valuable time and money. A
Blum laser tool setter was integrated through the MB-56V THINC-OSP
control to allow unattended machining and efficient tool management.
According to John Sherrick, national sales manager for Blum LNT Inc,
the laser tool setter is a multi-functional device ideal for
high-speed machining.
"If a tool has a lot of run out, which you would
normally have in cavity machining on a three-dimensional
application, the laser tool setter can verify that the tool is in a
certain concentricity limit," explains Sherrick. "The customer now
has the ability to measure corner radiuses of the tool and to
determine that multiple inserted cutters are not broken or chipped
and can assess and direct tool management. The device also checks
the cutting tool's edges so tool breakage can be detected before it
becomes a problem — all without operator intervention."
Tools are now measured in-process and include
measuring the length of the tool while the tools are rotating at the
dynamic operating speed of the spindle. The tool setter measures the
smallest of tools to monitor tool breakage, requesting another tool
as needed or stopping operations before any damage occurs.
Adaptive control
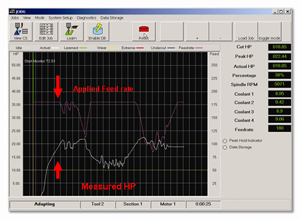 TMAC tracks the applied feed rate against the measured horsepower.
TMAC tracks the applied feed rate against the measured horsepower.
The Okuma THINC-OSP control offers a graphic
interface that can simulate the actual tool path run before it
actually runs the tool path on the machine, eliminating errors
before a part is even cut. During cutting, valuable information is
available in real time from tool wear monitoring and cycle times to
loads on the spindle — all easily collected into a spreadsheet such
as Microsoft Excel — and then can be sent to a coworker's e-mail for
further analysis. This includes data collected from the Blum laser
tool setter, bar code scanners or other devices and programs
integrated through the control, which features 40 GB of hard drive
space and full Ethernet connectivity.
To enhance this capability, Caron Engineering
developed an adaptive control application to monitor coolant flow
and pressure for this application. The company provides software and
engineering products to enhance controls for top CNC manufacturers
and manufacturing clients. Working directly with ChipBLASTER and
Okuma, national sales manager Mark Munroe explains the next step in
the process:
"Add the data collection features of their System
Tool Monitoring Adaptive Control product, and the user will now be
able to look at historical data to determine tool wear issues. For
example, an operator can compare what the coolant pressure and flow
levels were when a tool started to draw excessive horsepower and
then determine if they are affecting tool wear. Adjustments can then
be made to correct tool wear issues as needed."
As a tool's cutting edges deteriorate, Caron
Engineering found that horsepower would automatically increase and
cause potential problems. The TMAC software now accurately measures
and displays true motor horsepower for spindle and/or feed axes,
determines when a tool is worn or broken, and directs the machine
control to take corrective action before damage can occur to parts
and tools. The program protects the CNC machine while providing
valuable information about the cutting process, reducing high costs
of replacement tooling, lost production and rejected parts by
effectively measuring tool wear in real time.
Equipped with new technology and an open mind,
the operation was able to enhance its existing equipment with
products and applications that cut costs, improved efficiencies and
delivered quality results to customers without any special
integration software or additional interfacing hardware.
Making the most of the newest technologies
available through an open architecture control and using best
practices, creativity and partnerships with experts in the industry
can open opportunities that will keep a business viable in an
ever-changing market.
Okuma
Blum LMT
ChipBLASTER
Caron Engineering
What do you think?
Will the information in this article increase efficiency or
save time, money, or effort? Let us know by e-mail from our
website at
www.ToolingandProduction.com or e-mail the editor at
dseeds@nelsonpub.com.