Breakthrough in Cryogenic Machining Enables Cutting Speed Up to 60% Faster; Dramatically Increasing Hard-Metal Removal Rates and Tool Life
MAG will exhibit a breakthrough in cryogenic machining at the imX show, Las Vegas, September 12-14, 2011, demonstrating a new technology that utilizes a unique through-spindle, through-tool cooling system using liquid nitrogen. The multi-patent pending development cools the cutting edge more efficiently than ever before possible, enabling dramatically higher cutting speeds for increased metal removal, longer tool life or a blend of the two advantages.
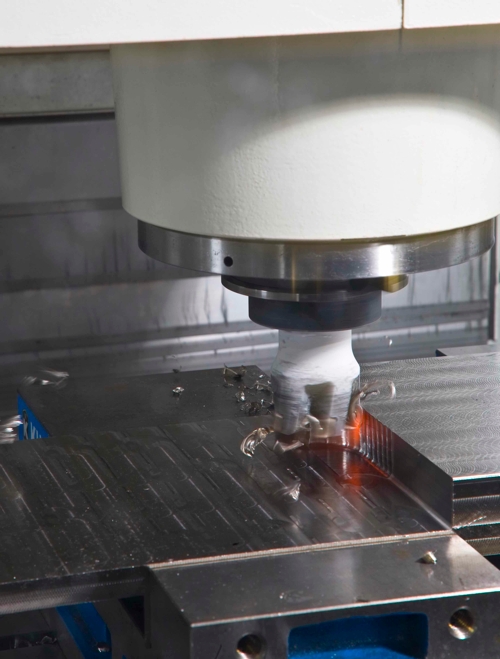
The liquid-nitrogen ( 321°F) cooling system can also be combined with MQL (minimum quantity lubrication) to reduce tool friction and adhesion, further optimizing the process for certain materials. Ideal applications involve aggressive metal removal in the hardest workpiece materials, such as titanium, nickel-based alloys, and nodular or compacted-graphite iron (CGI). MAG will demonstrate the system on a 5-axis HMC 1600 setup with sample parts made of titanium, CGI and composites.
"We have achieved 60 percent speed increases in milling CGI with carbide, and up to four times using PCD (Polycrystalline Diamond) tooling," said MAG Cryogenics Product Manager George Georgiou. "With the addition of MQL, we tripled speeds with carbide, but showed no further benefit to the fourfold increase with PCD. These tests focused on metal removal increases, while keeping tool life equal to what would be achieved with conventional coolants.
Early results indicate this technology could dramatically improve the lifecycle cost model for machining in a 'hard-metal' environment by reducing the required number of machines and associated plant infrastructure, or possibly increasing tool life beyond anything thought possible today. Cost-wise, cryogenic machining becomes even more competitive when you consider it's a non-issue environmentally. There is no coolant mist collection, filtration, wet chips, contaminated workpieces or disposal cost, and certainly less energy consumption without all the pumps, fans and drives that go into handling coolant."
According to Georgiou, the key to the new system's efficiency is its ability to concentrate the cooling effect in the body of the cutting insert. "Cryogenic machining has never been done this efficiently before, with liquid nitrogen passed through the spindle and into the insert," he explained. "Through-tool cooling provides the most efficient heat transfer model, and consumes the least amount of liquid nitrogen. Our development work to date has focused on milling and boring, where consumption has been about 0.04 liters per minute per cutting edge. We believe drilling and tapping should be even less."
Georgiou added that tests by MAG have shown the range of capabilities for diamond tooling can be expanded significantly with cryogenic cooling, for example extending the heat limit in CGI by 3 to 4 times. Carbide tooling, which is more affected by abrasive wear, responds best when MQL is combined with cryo cooling.
The through spindle cryogenic cooling system is suitable for motorized, belt-driven or geared spindles.
Want more information? Click below.